X-Air™ P Cement Powder Antifoam
DESCRIPTION
In cementing, foam created during mixing can cause pump cavitation and decrease cement density, consequently impacting the strength of the cement.
Hexion’s X-Air™ P cement powder antifoam is a dry powder designed to de-aerate and control foam in cement systems, leading to better density control for a more accurately mixed slurry. The system utilizes a unique chemistry that is effective in a wide variety of cement formulations containing additives such as naphthalene sulfonate, sodium chloride, and fluid loss additives.
KEY FEATURES AND TYPICAL BENEFITS
Stops foam formation in cement slurries
Effective in a wide variety of cement formulations containing additives such as naphthalene sulfonate, sodium chloride, and fluid loss additives
Effective in all classes of cement
Free flowing powder with decreased clumping compared to competitive product
Storage stable in wide temperature and humidity range
HIGHLY EFFECTIVE IN SYSTEMS WITH A VARIETY OF ADDITIVES
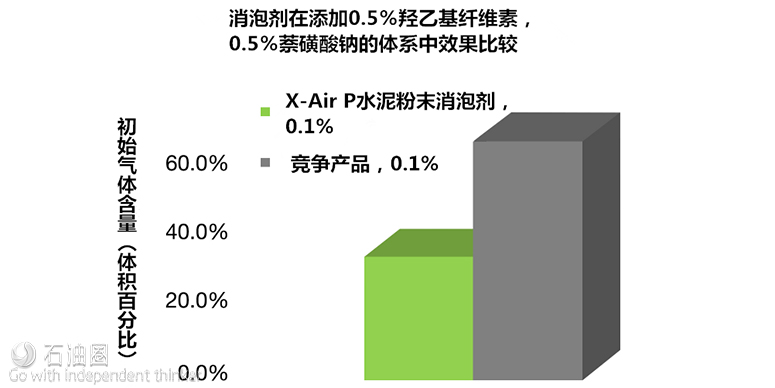
The X-Air LE liquid cement antifoam is more than five times as effective as the competitor at 0.1%. Even at half the concentration, X-Air LE cement antifoam is still over two and a half times as effective as the competitor.
New Antifoam Additive Shows Superior Ability To Reduce Air Entrainment in Cement Slurry
Zonal isolation is a critical part of wellbore construction. To achieve zonal isolation, cement must be properly mixed before pumping downhole. Air entrainment that occurs during mixing can lead to errors in cement density readings. The use of powder antifoaming additives can enable a reduced level of air entrainment in the matrix of the cement slurry, but often requires liquid defoaming additives to reduce the surface air entrainment.
The X-Air P cement powder antifoam, developed by Hexion, is designed to prevent air entrainment in cement systems. The reduced air entrainment achieved results in an improved density control for a more accurately mixed slurry. The additive uses a unique chemistry that has been proven in the field to be at least 50% more efficient than an alternative, widely available commercial formulation, with more stable cement slurries achieved as a result.
The Hexion cement antifoam additive (CAA) is applicable in a variety of cement formulations, including those that contain dispersants, accelerators, retarders, and fluid-loss additives. The CAA is a free-flowing powder that is stable in wide temperature and humidity ranges and resists clumping. Its performance may also eliminate the need for a liquid de-foamer on location.
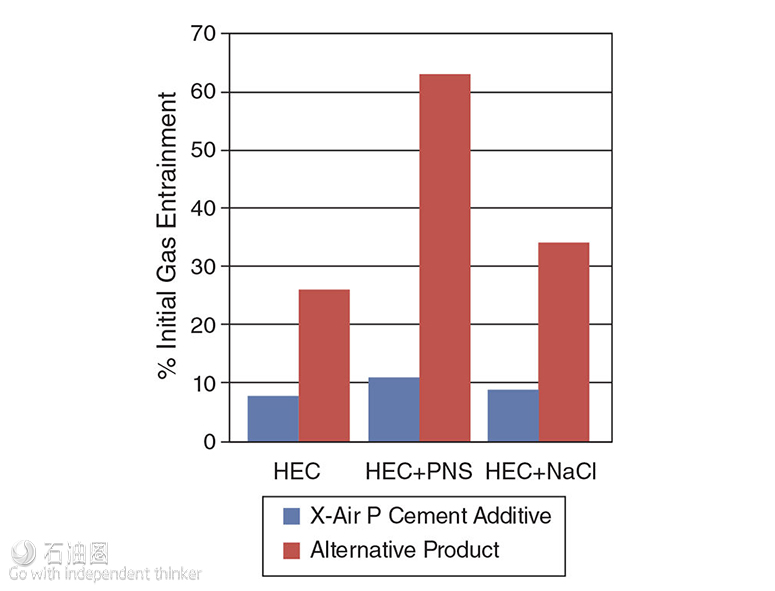
Following the effort that identified the need for a more effective powder antifoam, extensive laboratory testing was performed by in-house domain experts, service company specialists, and other third-party laboratories. Initial internal performance testing involved mixing the CAA at 0.1% by weight of cement (BWOC) into Portland cement, blending it with water and common cement additives, and measuring the density of the slurry. Portland cement classes A, C, G, and H were tested.
Variations of fluid-loss additives, dispersants, and accelerators were used. The same test procedure was followed with the use of an alternative commercial formulation. The results in Fig. 1 show that the CAA had measurably lower air entrainment than the alternative mixture, which led to more consistent results with a variety of cement additives. Third-party testing showed that the CAA had negligible effects on rheology, free water, thickening time, compressive strength, and fluid loss.
Additional performance testing was conducted at a third-party laboratory. The slurry stability test was performed according to API RP 10B-4 to test the ability of the cement antifoam to reduce air entrainment. For this test, 0.1 gal/sk [sack] of a foaming surfactant was used.
The CAA and the alternative formulation were independently evaluated at a concentration of 0.1% BWOC, and a control slurry with no antifoam was also evaluated. Slurry height was recorded in the mixing cup and poured in 250‑ml cylinders. The volume reduction was recorded after 1 hour and 2 hours. After 2 hours, the slurry with the CAA achieved a density almost 20% higher than the alternative formulation, with the results showing a significant reduction of entrained air.
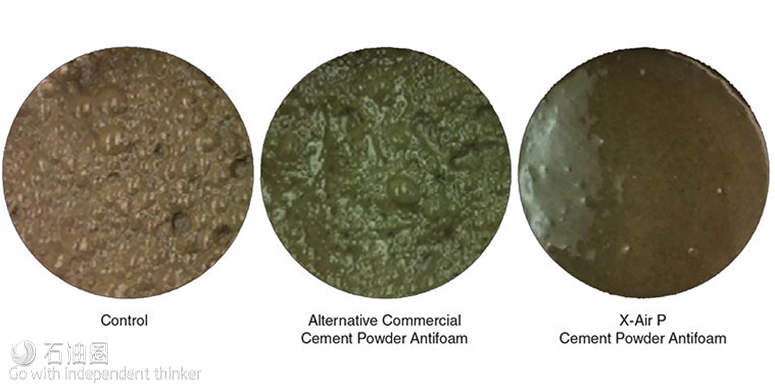
Before the field trials, a customer performed testing in its laboratory using its own slurry that was designed to maximize foaming. Three samples of that slurry were blended with a target density of 11.9 ppg, one as a control without an antifoam, one with an alternative antifoam, and one with the CAA. The results of a density test performed according to API RP 10B-4, Section 9.2, are shown in Fig. 2 above.
Compared with the alternative formulation, the CAA showed reduced air entrainment, which resulted in the customer achieving a slurry density closer to its target of 11.9 ppg. The CAA was within 3% of the target density, while the alternative slurry formulation and the control slurry were 19% and 28% off the target, respectively.
Field Trial
A field trial was conducted with one of North America’s largest cement service providers. The goal was to demonstrate the effectiveness of the CAA in lightweight cement slurries that contained pozzolan and a bentonite gel with high water requirements. A group of 10 wells was selected for the trial.
For the first five wells, the CAA was blended into the cement at the same concentration as the alternative powdered antifoam. For the remaining wells, the CAA blend concentration was half that of the alternative antifoam. The trial was conducted by splitting the lead cement in one bulk truck and blending half the volume with the CAA in one pod and half with alternative formulation in the other.
Atmospheric and pressurized mud scales were used to determine the density results for each trial well. To limit the variables that could affect the results, the same crew and cement pump equipment were used for all phases of the field trial.
Field Test Method
An analytical testing method was used to determine the amount of air entrainment found when mixing and pumping downhole at the wellsites. While mixing, a sample was taken from the slurry tub and placed into an atmospheric mud scale in which the density was measured.
Simultaneously, a sample was taken and placed in a pressurized mud scale to determine the true density of the cement slurry. The pressurized mud scales remove any entrained air by forcing more cement in the slurry cup and displacing any air bubbles, which gives a better representation of true density downhole. The difference between the two densities showed the amount of air entrainment within the cement slurry.
The initial trial well used a 65/35 Class C blend containing 6% bentonite with a target density of 12.4 lbm/gal and used a 0.4% BWOC concentration for each antifoam formulation. Each slurry was weighed twice by using the atmospheric and pressurized mud scales. The results showed 50% less air entrapment for the CAA compared with the alternative powdered antifoam.
According to the service company’s site supervisor, no liquid defoamer was needed when the CAA was used, while approximately 4 gal of defoamer were needed when the alternative formulation was used.
With the success of the CAA in the first trial well, the service company chose to cut the concentration in half on the second trial well. For that well, a density of 12.7 lbm/gal was targeted for a 65/35 blend that contained 6% bentonite. The concentrations were 0.25% BWOC for the CAA and 0.5% BWOC for the alternative antifoam.
For this trial, each slurry was weighed three times with atmospheric and pressurized mud scales. The results showed 24% less air entrapment for the CAA compared with the alternative formulation.
Based on the success of the first two wells, the service company chose to follow up with an additional trial well to confirm the advanced additive performance. For the third well, a density of 12.7 lbm/gal was targeted for a 65/35 blend with 6% bentonite. The concentrations again were 0.25% BWOC and 0.5% BWOC for the CAA and the alternative antifoam, respectively.
Each slurry was weighed twice with atmospheric and pressurized mud scales. The results showed 56% less air entrapment for CAA compared with the alternative formulation.
The comparison between the two scale readings indicated that there was less entrained air in the CAA slurry. The cement crew commented that the dry bulk cement with the CAA appeared less clumpy than that with the alternative powdered antifoam when the retained samples were caught.
The service company pump operator indicated that the CAA slurry mixed easily and allowed constant density to be maintained easily.
Conclusion
The X-Air P cement powder antifoam has proven to be very effective in laboratory testing and field trials. Even at half the concentration of a commercial product with an alternative formulation, the advanced cement powder antifoam additive in field trials reduced air entrainment consistently at multiple wellsites.